In the high-stakes world of industrial machinery and automotive engineering, heat is both a byproduct and a silent enemy. As a leading China OEM Oil Cooler Manufacturer, we understand that maintaining optimal operating temperatures is critical for equipment longevity. An oil cooler acts as a heat exchanger, specifically designed to remove excess heat from internal combustion engines and hydraulic systems. Without efficient cooling, lubricating oils lose their viscosity, leading to increased friction, component wear, and eventual catastrophic failure.
The global oil cooler market is witnessing unprecedented growth, driven by the expansion of the construction, mining, and power generation sectors. From the massive hydraulic systems in Caterpillar excavators to the precision cooling required in high-performance Mercedes-Benz engines, the demand for reliable, high-pressure, and corrosion-resistant oil coolers has never been higher. As global industries shift towards more power-dense designs, the heat dissipation requirements have become more stringent, making professional OEM manufacturing a cornerstone of the supply chain.
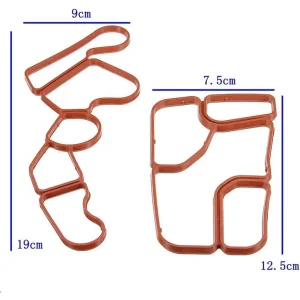
High-quality oil coolers are only as effective as their seals. Our NBR Acm Oil Filter Housing Gasket is engineered for the Mercedes-Benz M271 engine, providing a leak-proof interface between the cooler and the engine block. In industrial applications, vibration and thermal expansion are constant threats; our seals are tested to withstand extreme temperature cycles without losing elasticity.
View Sealing SolutionsTraditional copper-brass coolers are being replaced by lightweight aluminum alloys and vacuum-brazed plate technology. These materials offer superior thermal conductivity and better resistance to oxidation in harsh environments like coastal mining or marine logistics.
The integration of IoT sensors within the oil cooler assembly allows for real-time monitoring of temperature differentials and pressure drops. This proactive approach helps in predictive maintenance, drastically reducing downtime for fleet operators in construction and logistics.
While the focus is shifting to EVs, oil cooling remains crucial for electric motors and battery thermal management systems. We are adapting our OEM production lines to produce specialized coolers for power electronics and high-torque electric drivetrains.

Procurement managers from Europe, North America, and Southeast Asia face a common challenge: balancing high performance with cost-efficiency. As a specialized China Oil Cooler Supplier, we provide the solution by leveraging a mature industrial ecosystem. Our supply chain integration allows us to source raw materials at scale while maintaining rigorous QC standards that rival Western manufacturers.
Customization (OEM/ODM): Every application has unique spatial and thermal constraints. We offer tailor-made oil cooler designs, including variations in fin density, tube diameter, and mounting brackets, ensuring a perfect fit for specific engine models or hydraulic power units.
Compliance and Certification: Our manufacturing facilities are IATF 16949 and ISO 9001 certified. We understand the regulatory requirements for different regions, providing full documentation, including material analysis reports and pressure test certifications, to facilitate smooth customs clearance and local compliance.
Designed for B2B buyers: we address delivery, quality, cost, and engineering support to establish trust quickly.
ISO system, batch traceability, inbound sampling—stable and consistent quality.
Core SKUs in safety stock, rush handling for urgent POs, flexible global logistics.
10+ senior engineers; match by model/SN/photos for high accuracy.
DDP/FOB/EXW; complete customs and compliance documents.

Modern hydraulic systems require a synergy between cooling and filtration. Our Glassfiber Custom Hydraulic Oil Filter ensures that the oil passing through the cooler is free from contaminants that could clog thin cooling channels. By integrating high-efficiency filtration with precision cooling, we extend the life of hydraulic pumps and valves by up to 40%.
Explore FiltrationHigh-vibration resistant oil coolers for heavy-duty excavators operating in dusty and extreme temperature environments like the Australian Outback or African mines.
Shell-and-tube oil coolers with cupronickel tubes for salt-water corrosion resistance, essential for ship propulsion engines and offshore drilling rigs.
Large-scale radiator-style oil coolers for stationary diesel generators providing backup power for data centers and hospitals globally.
Compact, high-efficiency plate coolers for tractors and harvesters, designed to work reliably during the peak harvest seasons.
Equipped with state-of-the-art CNC machining centers, robotic automation, and precision testing systems, our factories deliver consistent, high-quality output at scale. Every process— from forging and heat treatment to assembly and final inspection— is guided by strict IATF16949 and ISO9001 quality standards.
Advanced foundry with Germany KW sand molding, low/ high-pressure and gravity casting lines. Annual capacity exceeds one million cylinder blocks and heads, ensuring reliable OEM and aftermarket supply.

30 advanced production lines with 1,000+ CNC centers, honing machines and specialized equipment, delivering precise, efficient machining of engine blocks, heads, crankcases, and new energy housings.

Countries Served
Annual Shipments
On-time Delivery
QC Pass Rate
The engineering of an oil cooler involves complex fluid dynamics and heat transfer calculations. At our China factory, we use Computational Fluid Dynamics (CFD) software to simulate oil flow through different core designs. This allows us to optimize the pressure drop vs. heat dissipation ratio, ensuring that the engine's oil pump is not overstressed while achieving maximum cooling efficiency. For heavy-duty construction machinery, this balance is crucial for fuel economy and engine power output.
Furthermore, we specialize in various cooler types, including air-cooled (oil-to-air) and water-cooled (oil-to-water) systems. Air-cooled units are prevalent in automotive and high-speed industrial applications, utilizing the vehicle's movement or cooling fans to dissipate heat. Water-cooled units, often integrated into the engine's main cooling circuit, are more compact and provide more consistent temperature control, making them the preferred choice for marine engines and large industrial generators.
Our commitment to sustainability also drives our manufacturing processes. We utilize eco-friendly aluminum recycling and low-emission brazing furnaces. By reducing the carbon footprint of the manufacturing process, we help our global partners meet their corporate social responsibility goals without compromising on the technical performance of their cooling systems. The lifecycle of our oil coolers is extended through advanced surface treatments like cathodic electrodeposition (CED) coating, providing superior protection against road salt, moisture, and chemical exposure.
In the procurement phase, we provide a seamless experience through our digital inventory management system. B2B buyers can access real-time stock levels for common SKUs such as those for Cummins, Perkins, or Caterpillar engines. For custom OEM projects, our engineering team provides rapid prototyping, often delivering a functional sample for testing within 4 weeks of the design freeze. This agility is what sets China's manufacturing sector apart in the global marketplace.
With 30 years of experience, Dominion is a trusted supplier of OEM-quality engine components. Our advanced factories in China, ISO-certified quality systems, and strong R&D team ensure precision, reliability, and durability. Supported by a global distribution network, we provide fast delivery and customized solutions, helping partners reduce downtime, control costs, and stay competitive worldwide.